新闻动态
news
咨询热线
400-6363-158电话:0371-64409888
传真:0371-64422531
邮箱:mingzejixie@foxmail.com

炉渣制砖机
一、设备简介
炉渣是煤在燃烧后的产物,是电厂、工业锅炉、生活炉灶及其他燃煤设备排出的固态废弃物,传统掩埋的处理方法不仅成本高,而且污染严重。炉渣制砖机的出现,实现了炉渣的环保综合利用,不会产生二次污染,同时还能生产出优质的环保砖坯,它不同于其他制砖机,具有节能环保、高效、自动化程度高等优势,可广泛用于生产标砖、盲孔砖、多孔砖、水泥砖等。

二、适用范围
炉渣制砖机可广泛适用于大中小型环保砖厂、水泥砖厂、新型建材厂等,根据客户生产工艺不同,可用于生产蒸养砖和水泥砖,通过调整和更换模具,生产各种不同的砖型。
三、设备性能特点
1、炉渣制砖机采用性能稳定的三梁四柱结构,具有结构紧凑、占地面积小等优势;
2、该设备采用优化的液压传动系统,具有压力稳定、压力大小可调等优势,适用范围更加广泛;
3、采用PLC可编程自动化控制系统,可实现全自动控制,无需人工操作,大大提高了生产效率和产品质量;
4、该制砖机液压元件、电气元件采用国内及国外大型厂家,保证了质量和使用寿命;
5、设备机体采用优质铸钢件,具有加工精度高,经久耐用等优势;
6、设备模具采用高强度耐磨材料,经高精度加工设备加工而成,具有压制精准、耐磨好用的特点。
四、设备技术参数
|
项目/型号 |
YMZA-315 |
YMZA-500 |
YMZA-830 |
YMZA-1200 |
|
公称压力 |
3150 |
5000 |
8300 |
12000 |
|
加压性质 |
双向加压 |
双向加压 |
双向加压 |
双向加压 |
|
单位压强(KGF/CM2) |
315 |
315 |
315 |
315 |
|
填料深度 |
300 |
300 |
300 |
300 |
|
年生产能力(万块标砖) |
1500 |
2500 |
3000 |
6000 |
|
总装机功率 |
30 |
44 |
60 |
110 |
|
排气次数(次) |
可设 |
可设 |
可设 |
可设 |
|
每次出砖数(块标砖) |
10 |
16 |
20 |
36 |
根据不同客户的要求,我公司设计了以上几款炉渣制砖设备,您可根据技术数据来确定型号。
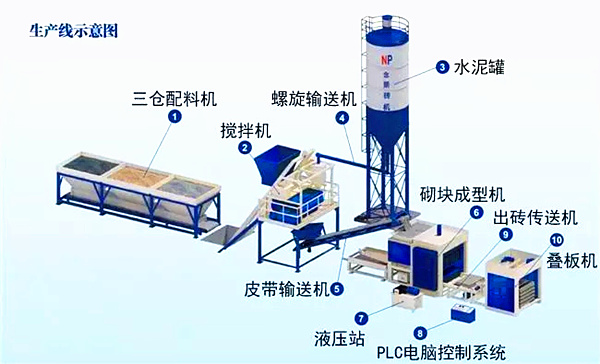
五、生产工艺
炉渣制砖需要经过:破碎—配料—搅拌—消解—搅拌—压制成型—码垛—蒸养—出釜等工序,具体流程如下:
1、破碎工序
生石灰和炉渣在配料前,必须经过粉碎和粉磨,以满足生产工艺的要求,一般我们会选用破碎机和球磨机;
2、配料
2.1、炉渣砖配比应满足以下要求:物理性能,特别是抗压强度在10MPa以上,满足防冻、碳化、酸碱、耐火、收缩等性能要求;满足塑性要求,在制砖过程中,应尽可能降低成本,提高经济效益。
2.2、炉渣砖设计配比:炉渣:石灰=89:11
一般采用电子配料机定量配料,可控制原料比例,提高砖的强度。
3、搅拌
采用双轴搅拌机将配比好的原材料进行搅拌,炉渣和石灰按科学的比例定量输送到搅拌机中,搅拌后,运至消化仓,消化2-3小时,再由轮磨进行二次搅拌。
4、消解
混合分离了混合物的组分,增加了接触面积,混合了材料,增强了化学吸附,在搅拌机中均匀地分配水,更充分地消化石灰,增加了混合物的混合,提高了塑性、成型性和物理性能;混合物的溶解将提高石灰的塑性、成型性和物理性能,制备熟石灰的过程一般控制在2-3小时内,可以提高成型炉渣砖的性能。
5、二次搅拌
混合物消解后需要进行二次搅拌,其目的是在消化后蒸发部分水,混合物的含水量降低了约3.5%,为了容易形成,必须用水搅拌,另一方面,二次搅拌可以将大块物料破碎分散,使物料更均匀、更具塑性,有利于成型和提高产品性能。
6、压缩成型
将混合料送入炉渣制砖机的料斗中,送入模具进行压制成型,一般采用双面压制成型,成型压力高,砖的密度和强度高,成型压力一般不超过20兆帕,砖坯从制砖机出来后被夹到出砖输送带上。
7、码垛
由全自动码垛机将成型砖坯堆放到蒸养小车上,然后用牵引机拉入静养室,其目的是使砖坯的多余水分蒸发部分,提高产品的强度,防止砖在加热过程中由于水的热膨胀而开裂。
8、蒸养
当静养室里的砖足够一釜时,牵引机把它们拉进蒸养釜内,在高压下氧化,一般来说,蒸养需要四个阶段:
第一阶段:消除蒸养釜中的空气,提高蒸汽的传热系数,降低传热阻力,增加蒸汽量,增加蒸汽压力,提高蒸养釜中的蒸汽温度,从而加速氧化;
在第二阶段:产品通过蒸汽达到釜内规定压力和温度的过程,在这一阶段,为了避免砖表面和内部温度之间的温差,必须控制加热速度,因此加热速度不能太快,一般在1.5-2小时内;
第三阶段:恒温恒压,主要是指从高压釜最高压力和温度到最高压力和温度,在到压力和温度下降的过程,为了保证水化反应的正常运行,蒸汽压力必须控制在0.8兆帕,最高可达1.5兆帕,恒温恒压时间为4-6小时,并保证炉渣砖的强度;
第四阶段:减压冷却,为了避免产品因压力和温差过大而开裂、脆化和强度降低,在蒸养釜中的降温不能太快,一般控制在1.5到2小时之间。
9、出釜
蒸养好的砖坯由牵引机拉出蒸压釜,并由抱砖机装车或码垛到场地内。
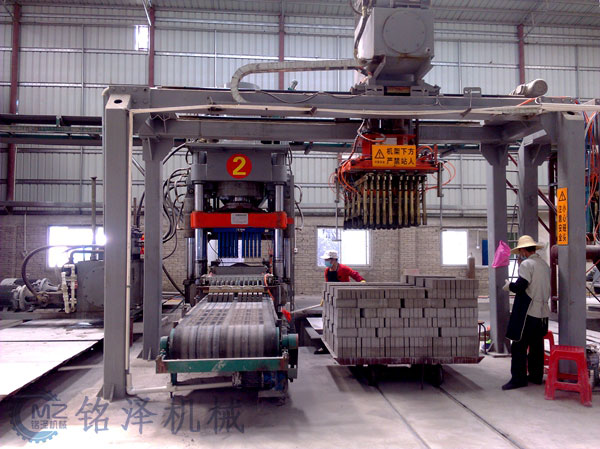
六、客户现场视频
以上是一台830吨钢渣制砖机生产视频,我们可提供整条生产线及配套设备,都是自动控制,一般需要3-4人就可以运行。